Stahl-, Kupfer- und Messingschmiedeteile, die unter hohem Druck hergestellt werden, bieten eine überlegene Dichte, keine Porosität und mechanische Eigenschaften, die Gussteile nicht erreichen können. Offen- und Geschlossenschmiedeformung sind verfügbar.
Jahre Schmiedeerfahrung
Schmiedemaschinen
Stahl · Kupfer · Messing
Materialpalette
Globale
Bediente Märkte
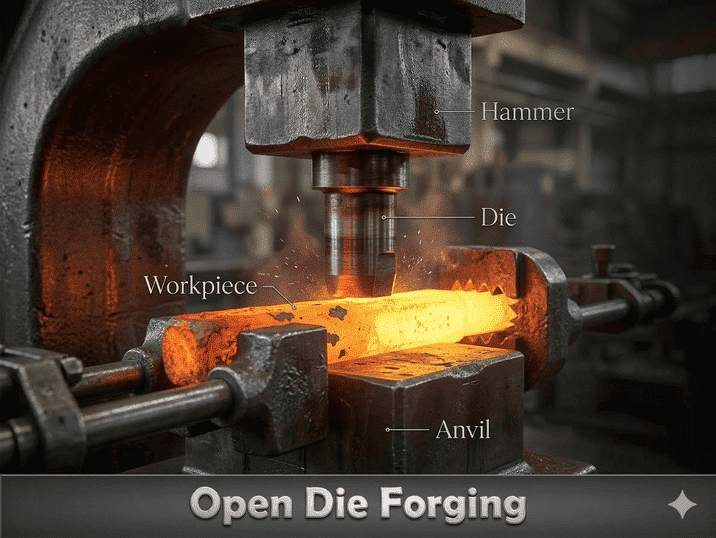
"Schmieden ist ein Fertigungsverfahren, bei dem Metall durch Anwendung von Druckkräften – mithilfe von Hämmern oder Pressen – geformt wird, um Bauteile mit überlegener Festigkeit, Dichte und struktureller Integrität im Vergleich zu gegossenen oder bearbeiteten Alternativen herzustellen."
Renyi bietet eine umfassende Palette geschmiedeter Formen und Komponenten an, die mit unseren Offenstempelschmiedehämmern von 350 t bis 1250 t gefertigt werden. Durch das Pressen und Hämmern von Metallbarren unter extremen Druckbedingungen erzeugen wir eine fein ausgerichtete Kornstruktur, die die mechanischen Eigenschaften deutlich verbessert.
Im Gegensatz zum Gießen beseitigt das Schmiedeverfahren innere Porosität und Schrumpfungsdefekte. Das Ergebnis: Bauteile, die stärker, zäher und besser gegen Ermüdung beständig sind – entscheidend für Anwendungen in der Öl- und Gasindustrie, im Automobilbau, in der Schifffahrt und im Bauwesen.
Offenstempelschmieden
Geschlossenschmieden
Kohlenstoff- und legierter Stahl
Kupfer und Messing
Near-Net-Shape
Inhouse-Werkzeugbau
Individuelle Größen
Von der Auswahl der Barren bis zum fertigen, geprüften Bauteil – jeder Prozessschritt wird in unserer Anlage in Ningbo kontrolliert.
Rohmaterialstäbe werden auf präzise Gewichte zugeschnitten; eingehendes Material wird anhand der Werkszertifikate verifiziert.
Die Barren werden in kontrollierten Öfen auf Schmiedetemperatur erhitzt – Stahl auf etwa 1200 °C, Messing auf etwa 750 °C.
Der heiße Barren wird unter unseren 350–1250-t-Offenstempelhämmern geformt; mehrere Hammerschläge feilen die Kornstruktur heraus.
Glühen, Normalisieren oder Härten und Anlassen nach Bedarf, um die gewünschten mechanischen Eigenschaften zu erreichen.
Sekundäre Bearbeitung kritischer Abmessungen, Bohrungen und Gewinde mit engen Toleranzen im eigenen Haus.
Dimensionelle, visuelle und mechanische Prüfungen; vollständige Materialzertifikate und CMM-Berichte werden bereitgestellt.
Schmiedeteile bieten Leistungsvorteile gegenüber gegossenen oder bearbeiteten Teilen, die direkt aus dem Hochdruckbearbeiten des Metalls resultieren – was sie zur bevorzugten Wahl für sicherheitskritische und hochzyklische Anwendungen macht.
Hohe Festigkeit und Zähigkeit Beim Schmieden wird das Metall zweimal unter enormem Druck bearbeitet – zunächst beim Extrudieren des Barrens, dann während des Schmiedehubs. Diese doppelte Bearbeitung verdichtet das Metall und erzeugt eine sehr dichte, feine Kornstruktur. Die Zugfestigkeit steigt um bis zu 20 %, und die Widerstandsfähigkeit gegen Stoßbelastungen und Abrieb wird im Vergleich zu vergleichbaren Gussteilen deutlich erhöht.
Die dichte, porenfreie Struktur geschmiedeten Metalls eliminiert die in Gussteilen häufig vorkommenden inneren Hohlräume und Schrumpfungsdefekte. Dies ermöglicht es dem Konstrukteur, dünnere Wandstärken vorzusehen, ohne dass Leckagen drohen – was zu leichteren, kostengünstigeren Bauteilen führt, die den Anforderungen an druckdichte Ventile, Armaturen und Hydraulikkomponenten gerecht werden.
Schmiedeteile, die in Präzisionsstahlwerkzeugen hergestellt werden, weisen insgesamt engere Abmessungen auf als Sandgussbauteile. Da die Maße von Stück zu Stück nur geringfügige Variationen aufweisen, eignen sich Schmiedeteile ideal für automatisches Spannen und Handhabung in nachfolgenden Bearbeitungsprozessen. Die Werkzeugeindrücke erzeugen zudem scharfe, präzise Oberflächenmerkmale, die mit anderen Umformverfahren nicht wirtschaftlich zu realisieren sind.
Das Near-Net-Shape-Schmieden reduziert den Rohmaterialverbrauch und minimiert die Bearbeitungszeit im Vergleich zur Bearbeitung von Stangenmaterial. Obwohl die Einzelwerkzeugkosten höher sind als beim Gießen, führen die geringere Ausschussrate, die überlegenen mechanischen Eigenschaften und die längere Lebensdauer zu niedrigeren Gesamtlebenszykluskosten – insbesondere bei mittleren bis großen Serien in anspruchsvollen Umgebungen.
| Materialkategorie | Sorten / Legierungen | Typische Anwendungen |
|---|---|---|
| Kohlenstoffstahl | 1020, 1035, 1045, A36 Chinesische Äquivalente: 20#, 35#, 45# |
Wellen, Zahnräder, Flansche, Halterungen |
| Legierter Stahl | 4140, 4340, 42CrMo, 40Cr | Strukturbauteile mit hoher Belastung, Achsen |
| Edelstahl | 304, 316, 316L, 17-4PH | Schifffahrt, Lebensmittel-, Chemieindustrie |
| Kupfer | C110, C122 (DHP), C101 (OFH) | Elektrische Steckverbinder, Stromschienen |
| Messing | C360 (frei bearbeitbar), C260, C464 (Marinemessing) | Ventile, Armaturen, Schiffsausrüstung |
| Bronze | C932, C954 (Aluminiumbronze) | Lager, Buchsen, Pumpenteile |
Strahlbehandlung
Sandstrahlen
Farbe / Grundierung
Pulverbeschichtung
Verchromung
Feuerverzinkung
Unsere Offenstempelschmiedehämmer decken einen breiten Leistungsbereich ab und ermöglichen es uns, sowohl kleine Präzisionskomponenten als auch große Strukturschmiedeteile zu bearbeiten:
350T
Hammer
650T
Hammer
800T
Hammer
1000T
Hammer
1250T
Hammer
0,5 – 200
Gewichtsbereich der Teile (kg)
±0,5mm
Typische Schmiedetoleranz
±0,1mm
Toleranz nach der Bearbeitung
4–6 Wochen
Beispiel-Lieferzeit
Renyi hat sich als führender Hersteller von Kupfer-, Messing- und Bronzeschmiedeteilen für globale Industrie- und OEM-Kunden etabliert. Unsere Kupferlegierungsschmiedeteile kombinieren einzigartige Materialeigenschaften mit den strukturellen Vorteilen des Schmiedeprozesses.
Kupfer- und Messingschmiedeteile bieten dem Konstrukteur eine einzigartige Kombination von Eigenschaften, die kein anderes Metall nachahmen kann. Der Schmiedeprozess – mit seiner kompressiven Bearbeitung unter Hitze und Druck – verstärkt diese inhärenten Merkmale noch weiter und ergibt Bauteile mit überlegener Dichte und frei von Fehlern.
Durch das Formen unter Hitze und Druck in Präzisionsgeschlossenschmiedewerkzeugen wird eine wiederholbare Maßgenauigkeit erreicht, von Teil zu Teil und von Charge zu Charge. Eine ausgezeichnete, saubere, glänzende Oberfläche ist Standard – was dekorative Nachbearbeitungskosten reduziert oder ganz überflüssig macht.
Hohe elektrische und thermische Leitfähigkeit
Überlegene Korrosionsbeständigkeit
Hohe Duktilität und Formbarkeit
Hervorragende Bearbeitbarkeit
Ausgezeichnetes Löten und Hartlöten
Überlegenes Polieren und Finishen
Nicht magnetische Eigenschaften
Funkenfreie Eigenschaften
Heißschmieden erzeugt eine dichtere, feiner ausgerichtete Kornstruktur als Gießen – dies erhöht die Zugfestigkeit, beseitigt Porosität und sorgt für die druckdichte Integrität, die für druckgeprüfte Armaturen und Ventilkörper unerlässlich ist. Geschmiedete Messingteile widerstehen Dezinkifizierung und Spannungsrisskorrosion besser als ihre gegossenen Pendants.
| Legierung | Gängiger Name | Schlüsseleigenschaften | Typische Verwendung |
|---|---|---|---|
| C360 | Frei bearbeitbares Messing | Ausgezeichnete Bearbeitbarkeit | Armaturen, Ventile, Steckverbinder |
| C260 | Patronenmessing | Hohe Duktilität, kaltumformbar | Muttern, Bolzen, Beschläge |
| C464 | Marinemessing | Seewasserbeständigkeit | Schiffszubehör, Wellen |
| C110 | Elektrolytkupfer | Höchste elektrische Leitfähigkeit | Stromschienen, Anschlüsse, Steckverbinder |
| C122 | DHP-Kupfer | Schweißbar, hohe Leitfähigkeit | Sanitärinstallationen, HLK-Komponenten |
| C932 | SAE 660 Bronze | Abrieb- und Lastbeständigkeit | Buchsen, Lager, Pumpenteile |
| C954 | Aluminiumbronze | Hohe Festigkeit, Korrosionsbeständigkeit | Marine-, Industrielager |
Überlegene Oberflächengüte, engere Maßtoleranzen, keine Porosität – beim Schmieden ist keine Imprägnierung für druckdichte Anwendungen erforderlich.
Keine Porosität oder Schrumpfung; bessere Duktilität und Schlagfestigkeit; geeignet für Legierungen, die nicht unter Druck gegossen werden können (z. B. kupferreiche Bronzen).
Near-Net-Shape reduziert den Materialverschwendung um 40–60 %; der Kornfluss folgt der Bauteilgeometrie, was die Ermüdungsfestigkeit komplexer Formen verbessert.
Bessere mechanische Eigenschaften für Strukturteile; wirtschaftlicher bei mittleren bis großen Mengen; das Schmieden verarbeitet dickere Querschnitte.